溶接作業に至るまで
その他






その他
お問合せContact us
東海テクノでは主力のひとつとして、タンクや架台等を製作しています。
今回は溶接以外の作業についていくつかご紹介します。
※写真も併せてご確認ください。
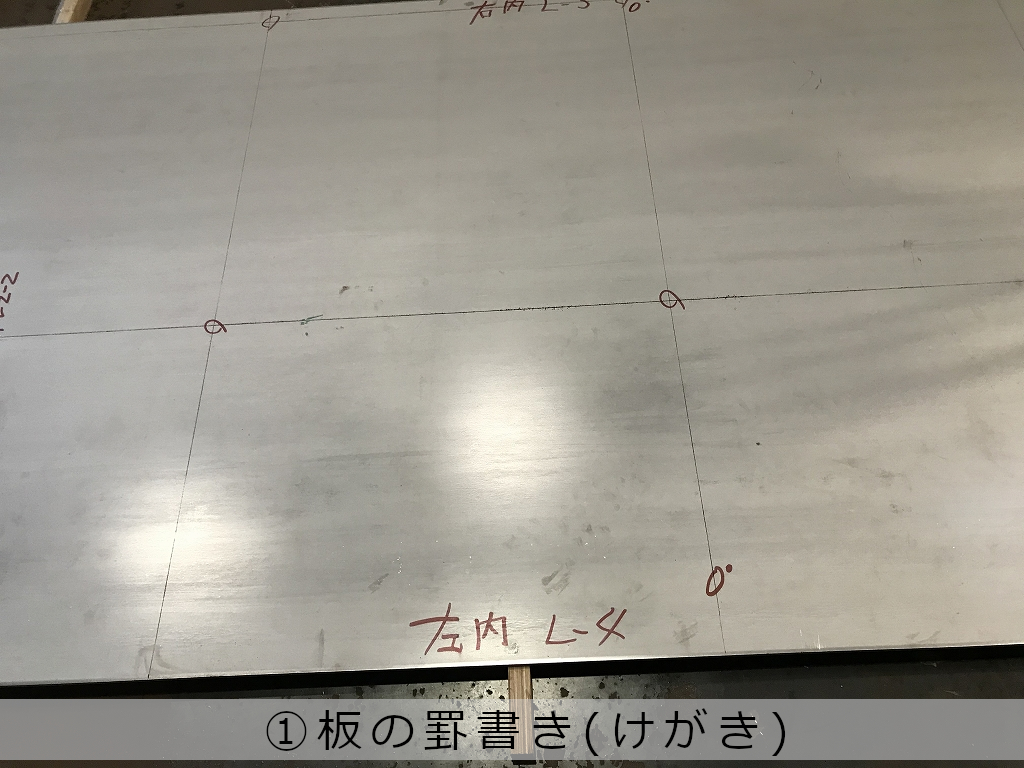
<写真①>
まず始めにタンクや架台などは鋼材を組み合わせて製作しています。
組み合わせる為には、取付位置がわからないといけないため その位置を書くのが罫書き(けがき)です。
タンクなどはほとんどが丸い形をしていますが、曲面に直線を書くのは大変なので、板を丸める前に罫書きをします。
タンクの内外面にそれぞれ罫書きをおこないますが、板の上下左右を内外で合わせることと、板を丸めた時のことを想定して罫書かなければなりません。
この罫書きを間違えてしまうと、部品の取付け位置が違ったり、違う場所に穴をあけてしまい、最悪の場合 材料を買い直す必要があるので、とても重要な作業です。
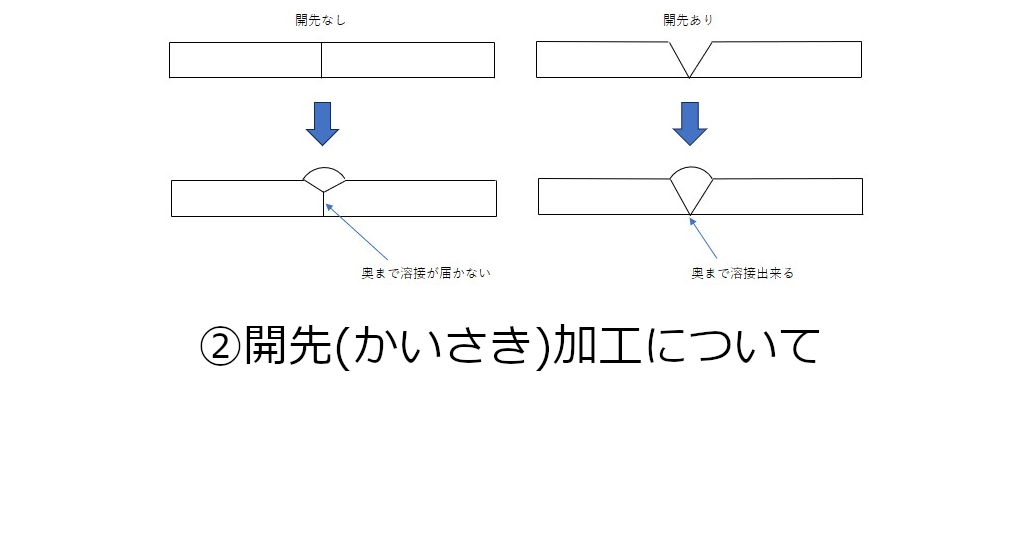
<写真②>
次に溶接をおこなう板の端部を斜めに削る、開先(かいさき)という加工をします。
これは普通に板と板を溶接すると、板の厚みにより奥まで金属が溶けずに隙間が残ってしまい、溶接部の強度が弱くなってしまいます。
その為 開先加工をして板厚の奥まで金属を溶かすことで板と板を完全に融合させ強度を保ちます。
開先加工は板厚が厚ければ機械で加工しますが、薄い板厚の物はグラインダーなど人力で加工します。
大きなタンクを作る時は板の枚数も多いので、1日中グラインダーで開先を取ることもあり非常に大変な作業です。
<写真③④>
圧力容器などに使う鏡板は、ノズルなどを取付ける為に穴をあけます。
ノズルの取付け角度に合わせて穴を斜めに加工しなければならないので、作業者はノズルをあてがって角度を確認しながら、グラインダーなどで摺り合わせをおこないます。
ノズル自身も鏡板の形状に合わせて加工し、ノズルの長さなどを調整します。
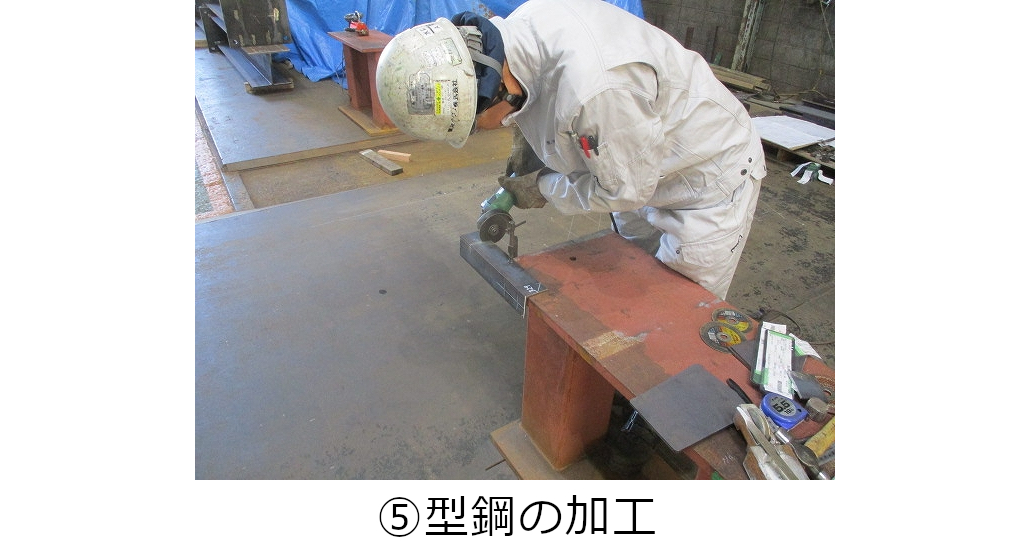
<写真⑤>
架台の製作は型鋼を嵌め合わせて形にする為、型鋼が嵌るように先端を加工しなければなりません。
この加工は簡単なものは機械で出来ますが、難しい形状の物は手作業でおこないます。
架台の形を床板(定盤)に書き、型鋼を嵌め合わせながら架台の形に組み立てていきます。
<写真⑥>
タンクに取り付ける付属部品なども、鋼材や板の角が尖っているとそこから割れが発生したり、人がぶつかって引っかかりケガをしてしまうので、グラインダーなどで角を丸く成型してから取付します。
この他にも様々な事前準備をおこなって、それらを組み合わせてようやく溶接作業に入ります。
こういった作業は普段あまり取り上げられませんが、重要な作業です。
これからもお客様に満足していただけるよう、ひとつひとつ丁寧な仕事を心掛けてまいります。